
BMW Z4 フロント補強ブレースを 実車から寸法取りして、設計・試作してみました。

純正のアルミパイプの間に補強。 寸法取りをして設計。
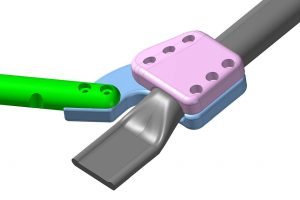
5つのパーツで純正パーツにクランプする事で、純正部品は無加工で設計致しました。 材質はA2017(ジュラルミン)で製作。
純正パーツのアルミのパイプは、両端をプレスで潰しているため楕円形状の為、クランプで締付ける形にしました。

ロゴは、切削で彫り込み 色を入れて磨いてみました。 クランプ部品は、青棒で磨いてからクリアー塗装してみました。 丸棒のバーは、塗装無しです。

組立。ステンレスのボルトで固定。


 組付け完了。
組付け完了。
ボンネットとの干渉に注意して、何度も確認して完了。















