パソコンとマシニングとのLAN接続に不具合発生!
通信ができません!
問題解決に半日掛かってしまいました。
問題個所は、マシニングが見に行くパソコンのIPアドレス自動取得の設定が原因です。
パソコン側のIPアドレスの固定とマシニングの設定も変更し解決です。
DMG森精機様・バッファロー様のサポートの皆様。お騒がせ致しました。
解決に至りました事、感謝致します。
ありがとうございました。
パソコンとマシニングとのLAN接続に不具合発生!
通信ができません!
問題解決に半日掛かってしまいました。
問題個所は、マシニングが見に行くパソコンのIPアドレス自動取得の設定が原因です。
パソコン側のIPアドレスの固定とマシニングの設定も変更し解決です。
DMG森精機様・バッファロー様のサポートの皆様。お騒がせ致しました。
解決に至りました事、感謝致します。
ありがとうございました。
前回、納入させて頂いた 六角穴付きボルトを追加受注頂きました。
SW・平Wを組み込むため M4の平ワッシャーにM5のタップを通しますが
バリが発生する為に転造タップでバリの抑制を試みます。
また六角穴付きも切削ではなく、専用工具での製作するようにと…。
ナベヤ ポリアンゴラーという角穴加工ツールを使用する事が条件となってきました。
http://www.nabeya.co.jp/search.php?action=Detail&Key=9929
メーカーに問い合わせた所、「小ロット向けの為、月産/200setには不向きです」という回答でした。
ツールの初期投資に 30万以上! また専用刃物はハイスのみで2万5千円!
専用刃物と言っても刃が付いている訳ではなく
ツール先端が動いて六角形状の物を回転させながら振動で押し広げていくツールのようです。
刃物ばかりでなくツール自体も摩耗するようです。
何よりもマシニング・NC旋盤にしてもダメージが大きいと思います。
小さな衝突の連続を繰り返すようなものです。
マシニングでは、スピンドルに大きな影響が生じそうなので
芯ヅレもしていた古いNC旋盤で加工できないか?
機械の芯だし調整をしてみました。
刃物台はM10ボルト8本とφ10程のテーパーピン2本で止まっているのみ
全てをボルトを緩めて ハンマーで叩くと動きます。
角穴加工専用ツールで小さな衝撃を連続させると思うと…。とても対応できない事に気付かされます。
お客様には、角穴専用ツールでの月産/500set以上には、対応できない旨をお伝えしました。
それでも諦めた訳では有りません。
ネジ切削加工後にプレスにて六角穴付きでネジ公差に影響が出ないかテスト加工の依頼を準備中です。
うまくいくと良いのですが…。 それでもお陰さまでNC旋盤の芯だし調整ができました!

特殊六角穴付きボルトの棒材からの総削り出し製品です。

ネジゲージ JIS2級の止まりが通り
JIS1級の止まりが2回転半以下で仕上げます。
六角穴付きもマシニングにて削り出し
最終的にはエンドミルφ1で鋭角部を刃物R分逃がして加工致しました。


月産/500ヶの予定。 受注できれば良いのですが…。
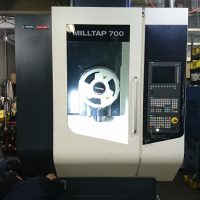
昨年末に新規導入マシニングさせて頂きましたが 早速フル稼働の可能性が…。
DMG森精機 ミルタップ 入れてて良かった!
あけましておめでとうございます
本年も宜しくお願い致します。
本日より通常営業をスタートしました。
といっても昨日より機械メンテナンスも兼ねて段取りと暖機運転等の作業を致しました。
気温も低く 切削油の粘度が濃かったせいも有り ポンプに目詰まりを発見。
切削油の目詰まりが有り配管の掃除などで結局1日丸々掛かりましたが
本日より不具合無く、万全の体制でフル稼働できました。

今日は一日掛けて 掃除・整理と片づけざんまいでした。
整理の為に棚を探して新調しました。
 工具箱を5段重ねた構造で 移動も代車付です。
工具箱を5段重ねた構造で 移動も代車付です。
収納は引き出しで工場内では棚として使用し、出張の際は必要な段のみを選択可能です。
 いいモノ見つけました!
いいモノ見つけました!
11日に機械搬入を無事終えました。
メーカー様・販売店様・搬入業者様の皆様、日曜日のAM6:00から搬入スタートにご協力頂きましてありがとうございました。
またメーカー様より操作説明に3日間。設定に遠方からお越し頂きありがとうございました。
これまでの機械4台はMAZAKで操作・プログラム作成に統一感が有りましたので機械導入と言えば、まずMAZAK製品を考えていました。機械配置の制限から30番のマシニング導入を考え始めてからは
その辺は柔軟に考えて今回の新規機械導入はDMG森精機製のミルタップ選択となりました。
 自動運転中!
自動運転中!
マシニングは、CAD/CAMで機械動作プログラムを作成している事も有り 柔軟に機械メーカーを問わずに選択ができました。
ミルタップの制御機は、![]()
これまでFANUC系の制御機しか使用していなかったのですが
OKUMA製のマシニングプログラムをCAD/CAMのpostを通して異なる制御機にも出力していたので
SIEMENS制御機のpostを製作すれば制御可能の判断が出来ました。
マシニング制御プログラムは、対話プログラムの中にサブプログラム(Gコード)を呼び出して加工しています。
ミルタップも同様の手順で可能でした。
多少のGコードプログラムの変更で、制御機はSIMENSですが
ファナック系のGコードプログラムで動く機能も備わっています。
対話プログラム・SIMENSプログラム・ファナックプログラム(多少の修正必至)で加工が可能です。
また各プログラムの混在も可能という優れものです。
搬入翌日から3日間の操作講習・PCとLAN接続・CAD/CAMのpostの変更依頼などに少々時間が掛かってしまいました。
今週には操作・片づけを終えて本格稼働予定です。
追って報告させて頂きます。
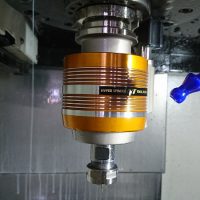
NTツールの5倍速スピンドルが納期2か月弱で入荷しました。
既存のスピンドルは修理に出します。
彫刻切削に強い味方が帰ってきました!
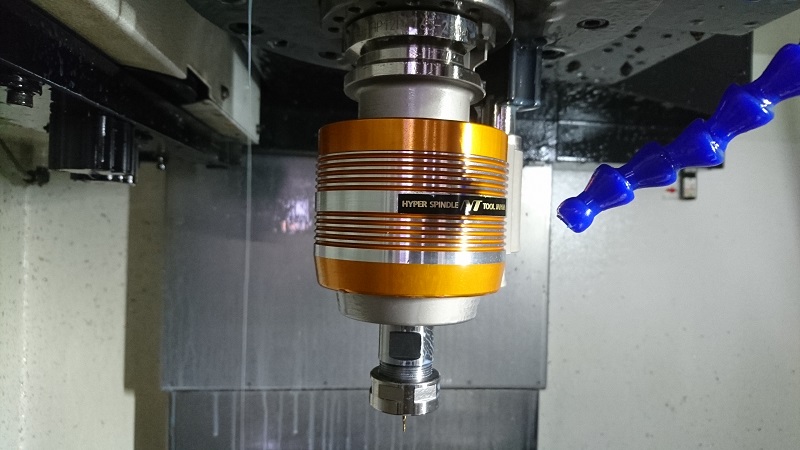 最高回転 30000rpm
最高回転 30000rpm
マシニングの主軸回転を6000rpm以下に抑えて切削できるので
機械にやさしいスピンドルです。
自分でメンテナンス・グリスアップが出来ないのが…。
5年間で寿命な感じで使用しています。
ツールチェンジもできるので、この10年間で2ヶ使用してこれで3代目となります。
発注後に知ったのですが 最高回転20000rpmなら日研にラインラップが有ります。
来月導入予定のBT30のミルタップは、そちらを使用しようかと検討中!
加工時間短縮に貢献してくれます。
来年にレーザーマーカー導入を計画中の為、本日、メーカー展示会を2件回って実機を見てきました。
製作製品のロット番号管理の印字・マシニングでの彫刻切削の限界の打開・お客様ニーズの対応に応じられるよう只今模索中です。
新たな分野の業務に挑戦していきます。 追って報告させて頂きます。

昨年、増設した ヤマザキマザックのSMART200Mも冷却にエアーを結構使用します。
今年末にBT30番のマシニングを導入も有り 中古のコンプレッサーで容量アップとエアードライ!
5.5kwから11kwに容量アップの為 ブレーカー・配線の太さも14sqにする必要が有った為と 中古コンプレッサードライヤー内蔵を購入しましたが…。 ドライヤー不良が発覚! 電気回路などの修理・調査を行いました。

結果はドライヤーの漏電です。修理不可能でユニット全ての交換が必要です。
コンプレッサー容量に合った外付けのエアドライヤー購入を検討しています。
そんな事も有り設置に至るまで時間が掛かってしまいました。
結果。ドライヤー動作無しで配管して試運転まで…。
現存の7.5kwまでの外付けエアドライヤーでしばらく様子見てみます。
実は、ヤフオクで中古コンプレッサーを購入! 説明見ると作動確認済み…。 確かに通電のみまでは、問題ありませんでした。運転ボタンでブレーカーが落ちます! (確かに通電までの作動には問題ありません。運転に問題あり!配線改造有り! コンプレッサー基盤のスイッチはドライヤー動作無しの設定!)でした…。
現状を打開し、コンプレッサー容量アップ・エアードライの目標達成を致します!
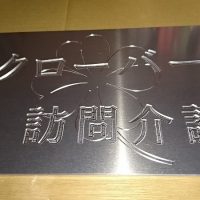
フルオーダーの表札製作です。
文字を深く彫り込みフラットな刃物で切削。 模様は浅くボールエンドミルで変化を出して仕上げました。
文字部の彫り込みは刃物の動きをすべて横方向に動かし少しこだわってみました。
彫り込んだ部分に色を入れる予定です。(このままも悪くないのですが…。)
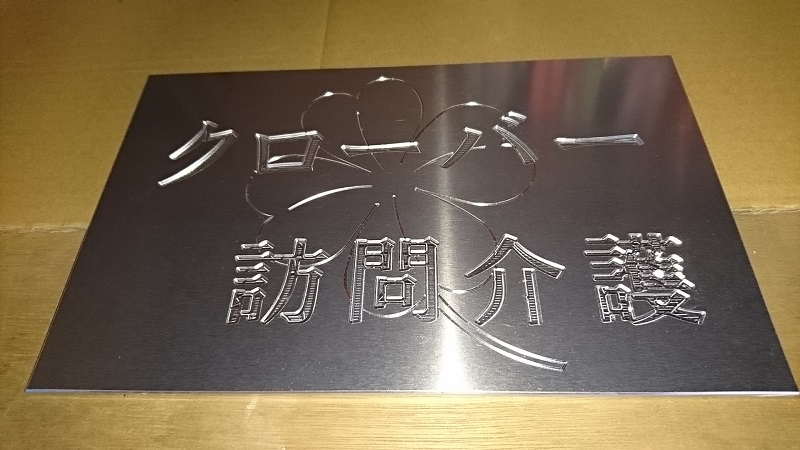 もう1枚製作予定です。
もう1枚製作予定です。
同じ物ではなくて 字体を変えたり 模様を変えたりします。