昨日、板金プレス型、3種を納品完了したばかりですが 他のお客様より板金叩き型2種の注文を頂きました。 今月6月は、金型月間で金型製作しかしておりません。
今夜までに1型仕上げます。 完成次第、連絡し引き取りに来て頂ます。 とてもタイトな日程で製作していますが、4月頃から仕事量が薄かったので助かります。


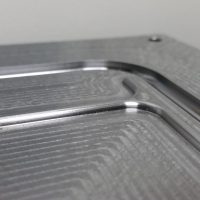
 最小R1
最小R1
昨日、板金プレス型、3種を納品完了したばかりですが 他のお客様より板金叩き型2種の注文を頂きました。 今月6月は、金型月間で金型製作しかしておりません。
今夜までに1型仕上げます。 完成次第、連絡し引き取りに来て頂ます。 とてもタイトな日程で製作していますが、4月頃から仕事量が薄かったので助かります。
最小R1
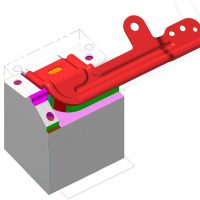
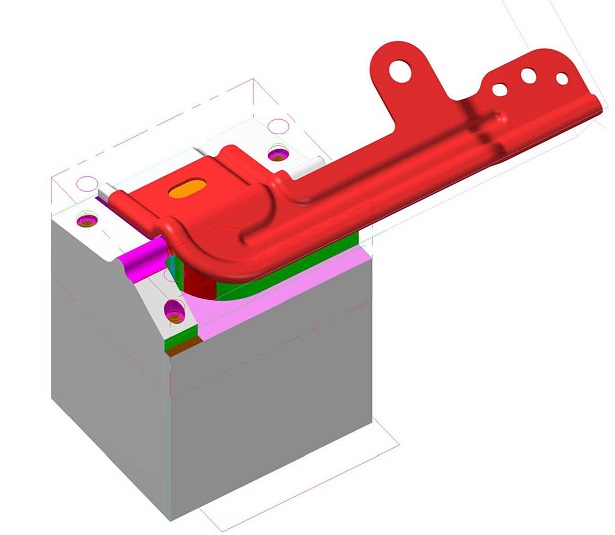
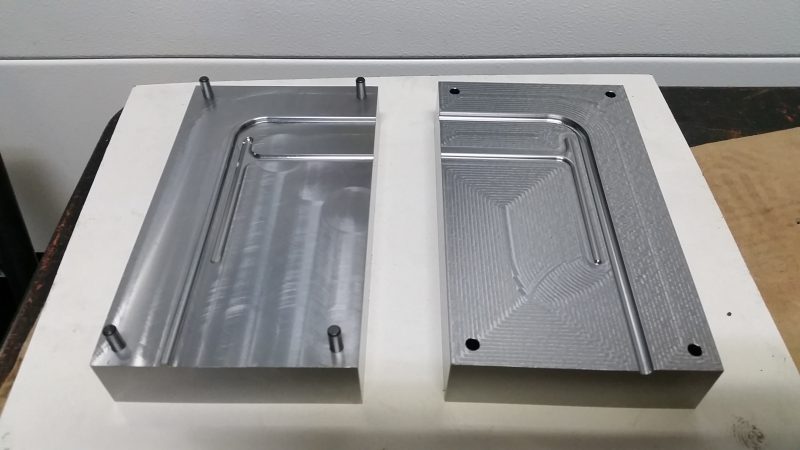
板金プレス金型_3型が完成しました。 お客様にも待って頂いている為、明日の午前中に納品します。 金型設計に時間が掛かってしまいました。


バッチンとプレスで合体。

朝、電源投入。え?コンプレッサーが動かない!
マシニング・ミル付NC旋盤は、エアー無しでは動いてくれません。25年前のNC旋盤はツールを測る時にだけエアーを必要とするだけで稼働可能ですが…。
本日の加工は、マシニングにてプレス金型の最後の3型目の最後の下型の加工。
昨日夜に最初の粗加工を流して帰ってしまった為、怒ってしまったのかもしれません。
とにかく直さなければ機械は動きません。奥隅に追いやられたコンプレッサーは、オイル警告ランプが見えてオイル不足のようです。
昨日、コンプレッサー自体の水抜きをし、 オイル自体の残量が少なくなってしまったようです。 オイルを足し無事にエラーは解除しましたが、もう少し気を使ってあげなければなりません。 (私が帰った後も稼働する働き過ぎな者ですから。)
梅雨・夏対策が必要なようです。 コンプレッサー周りを掃除し通気性を良くして扇風機にて工場の空気を循環します。 遅れましたが営業開始です。
私も居心地良くなりました。

曲げ型1が完成しました。今、当日到着便にてヤマト便で発送してきました。
3型の内、これで2型完成です。 機械稼働中は、私は続いて加工するツールパス(刃物の動き)のプログラムを作成したり、ブログの更新をしたりしています。
最愛のパートナーである マシニング(VCS430A) この1週間は、フル稼働中です。
 曲げ型1の上下型
曲げ型1の上下型
 合体前。
合体前。




後は、曲げ型2 上下の切削です。
もう少しパートナーには、頑張ってもらい加工終了したらメンテナンスをしてあげます。
先週から金型_3型の設計をしてきました。 不慣れなことも有り、承認を頂くのに時間が掛かってしまいましたが 3型の内 1型が完成しました。

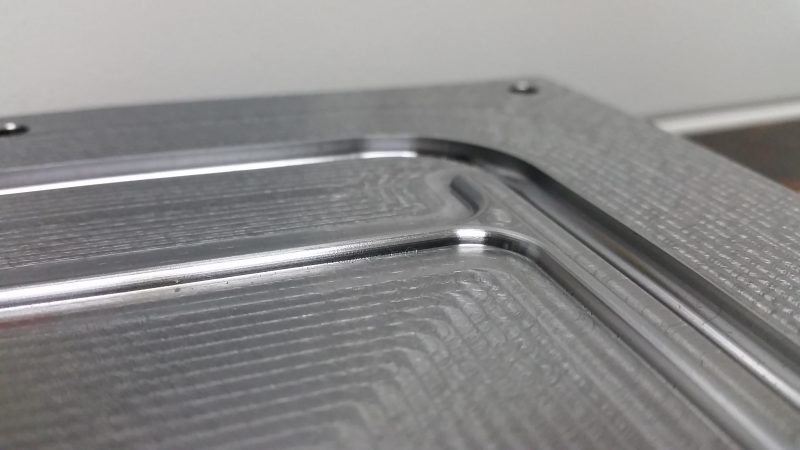 ピン角ではなく R0.2
ピン角ではなく R0.2
曲げ金型を2型を続けて製作します。

昨日の昼に 大特急にて製作依頼が有りました。柔軟さが武器の弊社の対応の見せ所です。製造業での生き残りを掛けた戦いです。小さな部品ですが特注ボルトは、NC旋盤とマシニングで仕上げました。
無事に本日、AM10時に納入完了。


これまでも 色々な形状のシフトノブを削り出してきました。シンプルな形状を素材を変えて試作してみました。 取り付け位置を出来るだけ短くしてみました。

 アルミ製。
アルミ製。

 樹脂製。
樹脂製。
 ノーマルシフトノブ。
ノーマルシフトノブ。
ワンオフのオリジナルも製作します。お問い合わせください。

φ220 フランジ加工のリピートです。昨年11月に同じ製品を作成しましたが 厚み10mm -0/+0.005という寸法公差の為、最終仕上げは、研磨にて仕上げました。
研磨の目にクレームが付き、再度製作して旋盤の切削目とバフで仕上げて納入しました。

放電加工用の銅電極、荒・仕上げ用で各12ヶの製作依頼です。
いつもお世話になっている協力会社様からの依頼で材料支給をして頂けるので短納期に対応致します。


2個の内、左が荒加工用。右のR形状が仕上げ加工用です。
弊社では、切削NGのアンダー形状ですが、
銅電極依頼のお客様は、日常的に加工し製品にしています。
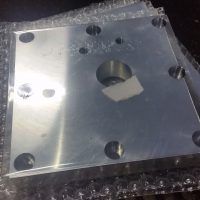
ALプレートの治具プレートの加工です。図面1枚の支給で、図面上にRHの記載が有ります。R/L勝手違いの各2個ではないかと問い合わせています。
弊社では、少々煙たがられるかもしれませんが、加工前の打合せを納得するまで行います。
図面の相違が無いかを検証したり、3Dモデル製作し承認を得たり、作り直しなどが起こらないよう心掛けています。製作し直しの場合、希望納期の遅れ・材料・費用などの事でお互いにデメリットしか有りません。
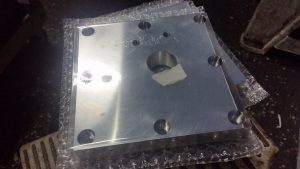
ALプレートは各寸法一般公差ですが、 弊社独自で寸法公差を設定しています。
穴ピッチはCAD/CAMにて加工する為 ±0。
穴径は、公差のない場合 +0.02~+0.05。
 左は、NG製品です。
左は、NG製品です。