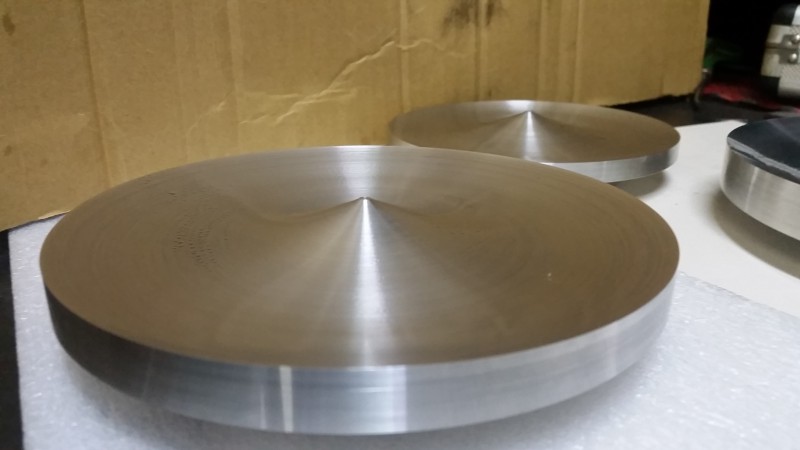
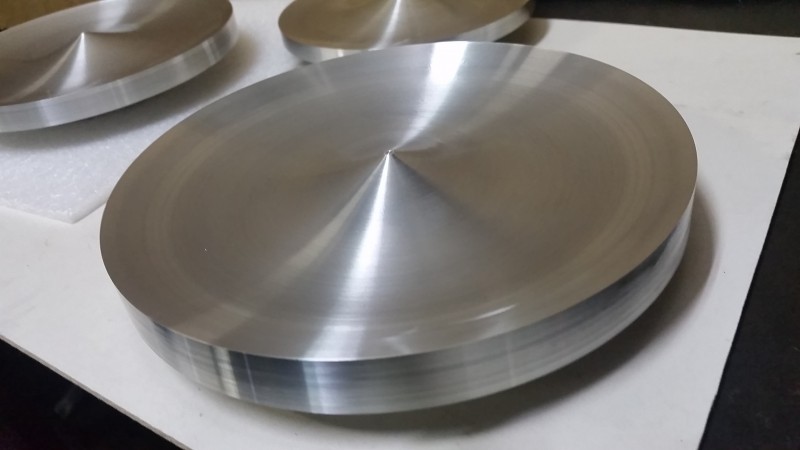
あるハイブリットカーの試作部品です。これより精密研磨にて仕上げて頂きます。
毎分30万回転を想定しているようで驚きです。研磨後はバランス取りも致します。


あるハイブリットカーの試作部品です。これより精密研磨にて仕上げて頂きます。
毎分30万回転を想定しているようで驚きです。研磨後はバランス取りも致します。

いつもお世話になっている(株)アイシーエス様からの機械加工の依頼です。



増速スピンドルから異音がしてきました。ギヤ式の5倍速で30000回転までの仕様で20000回転まで位しか使用していませんが使い始めてから4年半ぐらいが経ちました。 ツールチェンジが出来るのでこの製品を重宝しています。これまで2回購入していますが前回も4年位のサイクルで使用不可能になった覚えが有ります。寿命なのかもしれませんが、 只今量産品の刻印の切削に使用中なのでもうちょっと頑張ってもらいたい所です。


旋盤用の樹脂製の生爪の製作依頼です。
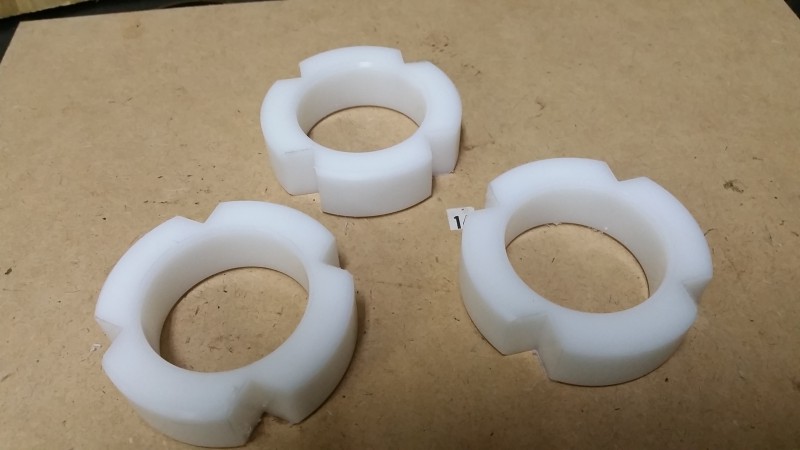 形状を切削して 4つに割って加工します。
形状を切削して 4つに割って加工します。
完成です。 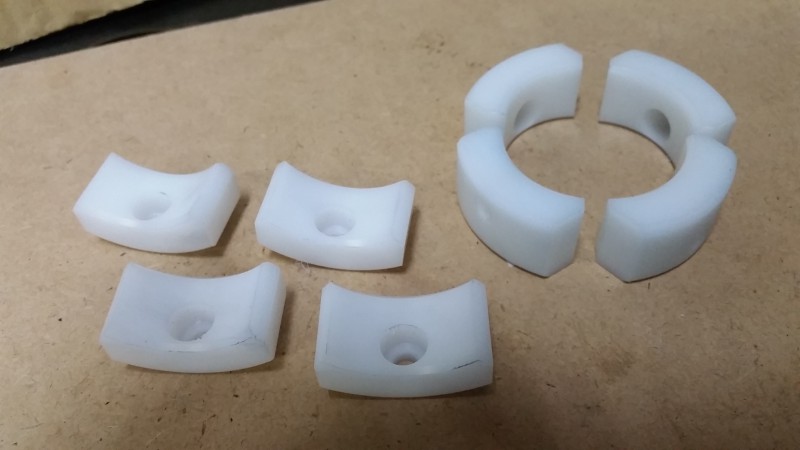

ALの曲面加工です。NC旋盤にて座標点を156カ所入力し点と点を結び加工・仕上げました。座標値の入力ミスを防ぐためプログラムを2つ作り、実際の製品寸法の手前で2つのプログラムで加工し動作確認と入力間違えの確認をしてから製品完成となります。
最後は旋盤で製品を回転させてキッチンペーパーでピカールをつけ磨くとピッカピカに。 傷付かないようにすぐに箱に入れ梱包し封印です。


板金雑型の製作依頼です。今回は、納期が無く昨日からマシニングがフル稼働中です。本日納入です。
 板金製品から自由設計させてもらっています。
板金製品から自由設計させてもらっています。


2/24 本日完成した。ハンドワークの板金部品の製品画像がお客様より届きました。
 型で叩き出しで製品にしてしまいます。
型で叩き出しで製品にしてしまいます。

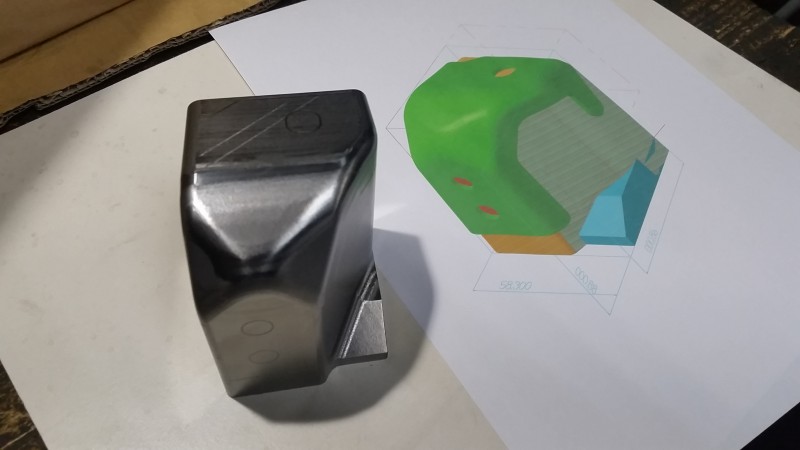
NC旋盤にて端面の曲面加工です。 NC旋盤にて刃物が本当にうまく動くか? NCプログラムを2つ作り入力ミスの確認をし2つのプログラムで製品にて2mm手前でテストカットしました。これでマシニングでタップ加工後にNC旋盤にて安心して曲面を追込んで加工致します。


納期前日を迎え10日間余り、削り出してきた製品が本日出来上がりました。結構自信作でもありますので画像を沢山アップさせて頂きます。






明日15日(月)納品です。

放電加工用の銅電極2種 各2ヶの製作依頼が有りました。 先端の幅2mm以下の段差が0.2mm程しかありません。弊社では製品加工不可として扱いますが電極依頼業者様は可能としています。
依頼業者様に訪問した際に工場見学させて頂きましたが、型の加工から製品成形まで行っており、なかでも放電加工機は、60本も電極をツールチェンジでびっくりしました。
そんな電極を微力ながらNC旋盤加工にてお手伝いさせて頂いています。



この1週間余り、掛りっきりだった形状削り出しも製品の裏面を削るための抑え治具がR/L共に完成致しました。 しかし考えが甘かったようで製品先端部を加工の際に震えてしまいます。製品先端部まで治具が届いてない為です。 製品自体の強度を補う為の治具ですが、充分だと思っていた治具の長さが足りず補強となっていない為に切削する訳に行きません。 15日(月)納めで治具製作を再切削する時間も残されていない為に何とかせねばなりません。
紹介するには情けないのですが、そこで対策したのがしたの画像です。
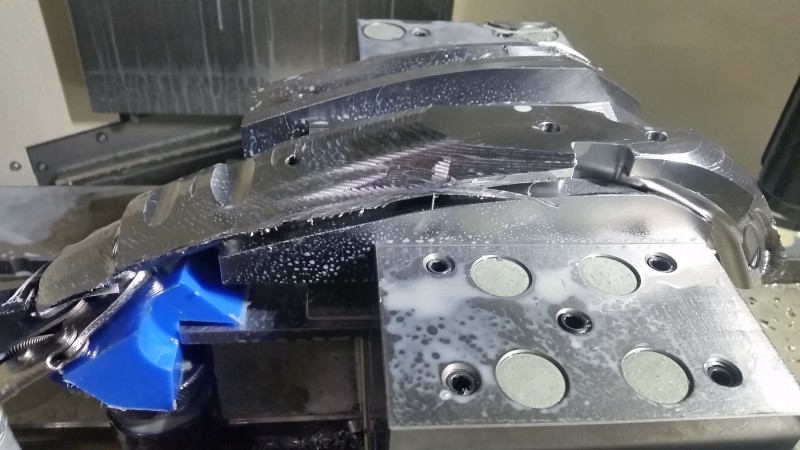

製品を傷つけないよう樹脂ではさみクランプし青の樹脂で補強して製品とクランプをベットに固定。
これで製品先端がベットに固定され震えが治まりました。これで裏面が切削加工できます。
PC画面にて3DデータをCAD/CAMにて見ますが、製品を実際の寸法より大きく見てしまい 製品がもっと肉厚と判断し治具を製作してしまいました。 度々そんな錯覚をしてしまいますので注意しなければ、、、。

